阿里巴巴
阿里巴巴 淘宝
淘宝 返回
返回
螺栓失效形式较多,而且大多失效都与安装施工有关,但目前常见的失效分析,都是将失效螺栓送第三方检测机构,仅以螺栓本身检测分析为主,往往不去现场进行现场勘察,忽略了现场安装施工。
所以,本文列举常见螺栓失效形式、典型案例,从设计、材料、螺栓制造过程、安装施工过程等方面进行综合分析,希望对螺栓制造者、螺栓使用者以及失效分析者有所借鉴。
1
掉头
掉头,是螺栓失效的常见形式,也是一种比较严重的失效形式。根据螺栓掉头最根本的原因,主要从头杆结合处应力集中、垫圈面边沿应力集中、锻造裂纹、氢脆断裂、设计与选材5个方面分析。
头杆结合处应力集中
(1)失效案例。图 1、图 2是淬火裂纹导致螺栓掉头最典型的案例,图中断口黑色区域就是明显的淬火裂纹特征。
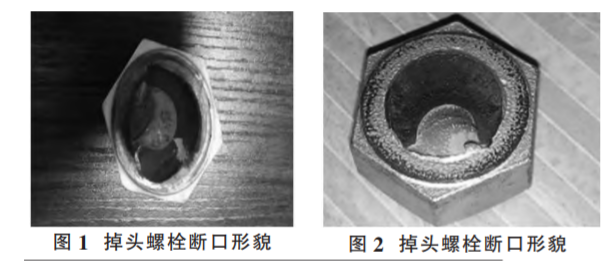
(2)原因分析。江南体育app下载官网苹果版 在淬火冷却时,钢中的奥氏体组织向马氏体组织转变,体积增大,产生内应力由内向外膨胀,当螺栓截面存在面积急剧变化的尖角时,便会在应力释放过程中,尖角处产生应力集中,而当尖角处的应力集中大于表面淬火状态的马氏体强度时,便出现开裂。造成图 1、图 2 螺栓掉头的根本原因是螺栓头下圆弧 r 太小或不规范,在淬火过程中产生应力集中,进而形成淬火裂纹。
(3)预防措施。对于江南体育app下载官网苹果版 来说,头下圆弧 r 十分重要,1976 版国家标准(GB 30—76)规定 r 为具体值,但 从 1986 版开始,螺栓国家标准规定头下圆弧 r 为最小值。
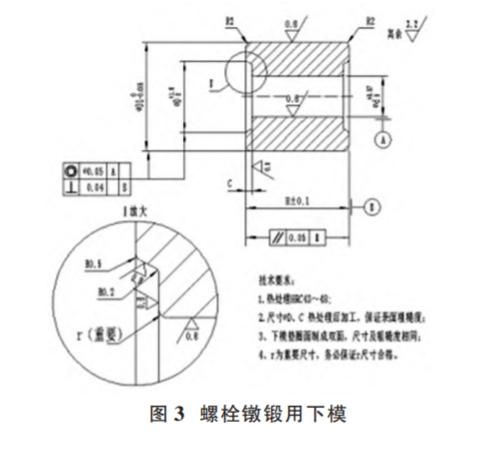
对应于螺栓头下圆弧 r,不论是冷镦还是热锻,在螺栓实际生产过程中重点控制的应该是螺栓镦锻用下模的 r,一是有意识加大 r 值,二是保证 r 圆弧过渡规范,而且 在模具加工过程中绝对不能出现扎刀现象(如图 3)。
垫圈面边沿应力集中
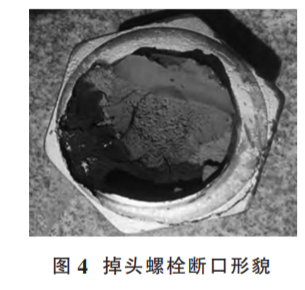
(1)失效案例。图 4 中,黑色区域为原始淬火裂纹,灰色区域为受力后二次开裂。
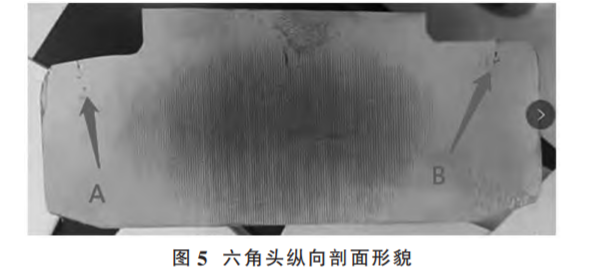
(2)原因分析。将该类问题螺栓六角头纵向剖开,剖面如图 5所示,在六角头垫圈面边沿的 A、B 处有明显的裂纹,说明螺栓六角头垫圈面边沿存在应力集中,在淬火时形成裂纹,这种裂纹最终将导致螺栓掉头。
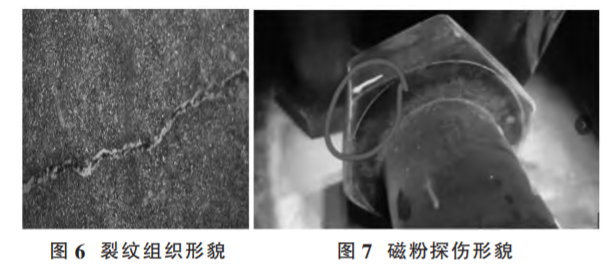
裂纹的金相组织形貌如图6;磁粉探伤照片如图 7,标识圈内所示垫圈面边沿有明显的磁粉堆积。
(3)预防措施。如图 3(同上)所示,该类失效的有效控制措施就是适当加大并规范热锻下模 R0.5 圆弧过渡及图中R0.2与R0.5之间的斜度。
该类失效在 M56 及以上大直径规格螺栓生产中容 易发生,对小规格螺栓,由于垫圈面高度较小(即图 3 中的尺寸C)不容易产生应力集中,因此很少发生。
为避免上述两类失效形式,热处理后进行 100%磁粉 探伤是必不可少的,因为在螺栓生产过程中,裂纹不可能绝对避免。
锻造裂纹
(1)失效案例。失效案例如图 8所示,该案例螺栓断口没有明显的淬火裂纹特征。
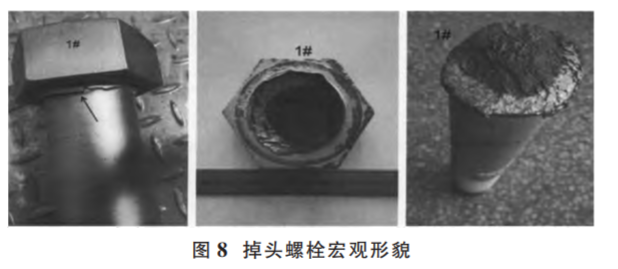
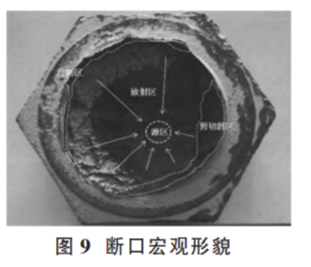
(2)原因分析。通过宏观、金相、力学性能、断口、能谱等综合检测分析,认为该案例失效原因是:螺栓加热时未热透,锻造过程中变形抗力与变形速率不匹配,在六角头芯部形成裂纹,且裂纹经调质处理和使用过程中进一步扩展,最终断裂。断口宏观形貌如图 9。
(3)预防措施。该案例主要发生在大直径螺栓上,预防措施与控制办法是采用红外线自动控温技术,在保证不发生过热、过烧的前提下使棒料加热充分而且均匀,特别要加强对加热棒料的首件进行有效控制。
氢脆断裂
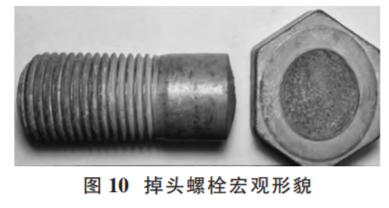
(1)失效案例。失效案例如图10所示。该螺栓直径规格为M36,性能等级为8.8级,材质为 42CrMo,表面处理为镀锌,断裂发生在安装后。
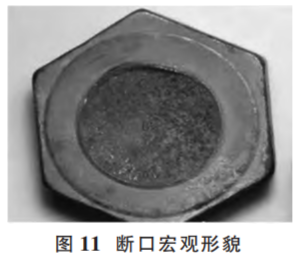
(2)原因分析。宏、微观形貌。螺栓断口宏观形貌如图11,断口源区 (A 区)的宏、微观形貌如图12。

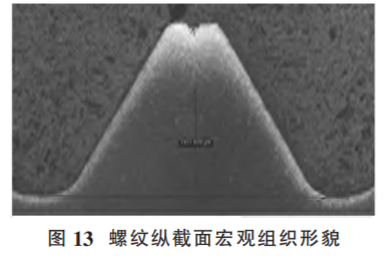
脱碳试验。按照GB/T 3098.1-2010,对螺纹部分进行金相法脱碳试验,在距离螺杆末端1d处沿轴心线取纵截面试样,磨光、抛光及腐蚀后观察,形貌见图 13,表面存在不完全脱碳层,螺纹未脱碳层高度E值为1.411mm,高于标准要求的最低值 1.227mm。
硬度试验。在源区附近截面处由表向里进行硬度试验,硬度逐渐增加,距表面 0.1mm 处硬度 256HV(23.0HRC),距表面 0.3mm 处硬度 332HV(34.0HRC), 距表面 0.8mm 处硬度 38.5HRC,接近10.9级螺栓硬度上限值。近表面硬度较低与表面不完全脱碳有关。
化学成分分析。采用直读光谱仪对断裂螺栓进行化 学成分分析,结果符合 GB/T 3077—2015 中 42CrMo要求。采用惰性气体熔融热导法测定断裂螺栓氢含量,结果为1.2ppm。
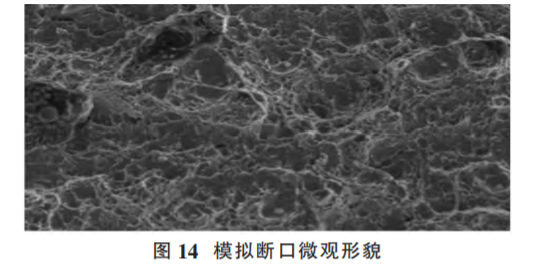
人为断口观察。在断裂螺栓杆部取纵向光滑试样,采用手动敲击方式获取模拟断口进行电镜观察,微观形貌为韧窝特征,见图 14。
经上述断口观察、金相分析、硬度试验、化学成分分 析等,认为该案例为氢脆延迟断裂。螺栓在服役较短时间内发生了断裂,所以氢的来源应该是在酸洗、电镀等工艺中吸收,如果氢的来源是在服役环境中缓慢进入,那么螺 栓应在服役较长时间后才可能发生断裂。
(3)预防措施。首先,江南体育app下载官网苹果版 应尽可能控制硬度上 限,较高的硬度增加了氢脆敏感性;其次,江南体育app下载官网苹果版 (特别是12.9级)尽可能避免使用电镀工艺,从而避免因酸洗、电镀吸氢导致氢脆。
设计与选材
(1)失效案例。该案例为 GB/T 14—2013《扁圆头方颈螺 栓》,性能等级 4.8 级,在安装使用过程中发生掉头,见图 15。

(2)原因分析。首先从宏观形貌看,第一感觉认为是 头部变形问题导致掉头,那我们再看实物拉伸试验,如图16。
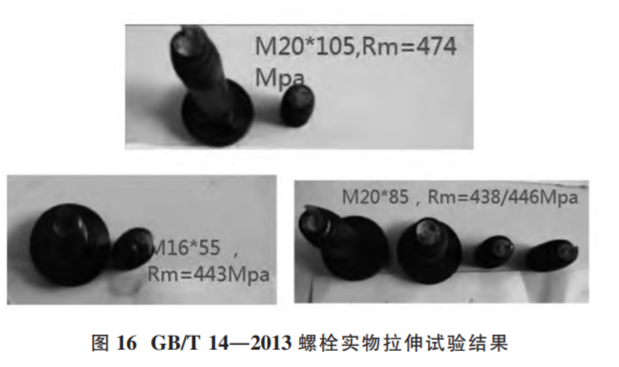
从实物拉伸试验结果看,断裂全部发生在螺纹部 位,而且抗拉强度全部符合 GB/T 3098.1—2010 标准规定,说明螺栓掉头并不是螺栓本身质量问题所致。当然,考虑头部变形,使用了塑性比较好的 08Al 材料,这与实物拉伸试验抗拉强度较低相吻合。
后改用 8.8 级,再没有发生过掉头事件,这就说明 该案例属于螺栓设计、选用的性能等级偏低所致;另外在螺栓实际使用过程中,扁圆头下可能存在剪切。
(3)预防措施。在紧固件结构型式、性能等级的设计、选择上应综合考虑使用环境、受力情况等,坚持科学、经济、合理的原则。
当然,对头部变形比较大的螺栓来说,如何设计冷镦模 具初冲,保证冷镦变形过程中合理的金属流线十分重要。
2
断裂
过载断裂
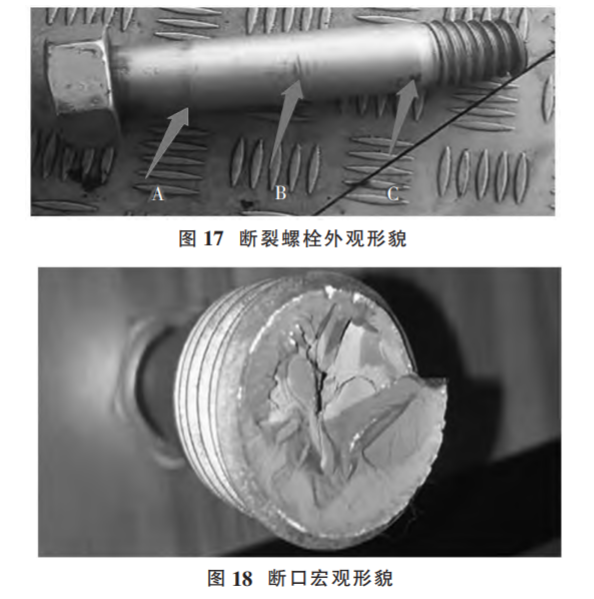
(1) 失效案例。该螺栓规格为 M36×225,性能等级10.9级,材质 42CrMoA。断裂螺栓外观、断口宏观形貌如图17、图18;断裂螺栓的另一段旋合在设备基体内螺纹孔中,经专业钳工采取特殊手段艰难取出。
(2)原因分析。断裂螺栓经化学成分、低倍、晶粒度、非金属夹杂物、显微组织、脱碳、机械性能等全面检测,符 合 GB/T 3077—2015、GB/T 3098.1—2010 等标准规定,其中,抗拉强度 Rm 为 1068MPa。
看了图18的断口宏观形貌后,很多人会简单地判定 为该案例是由于材料内部存在裂纹,螺栓由材料内部裂 纹缺陷引起失效,其实不然。
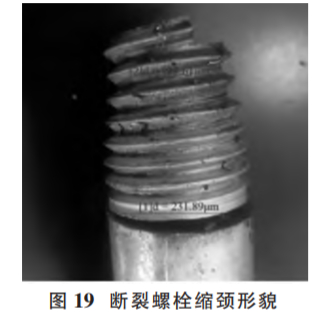
这是一例典型的超拧过载断裂案例,图17中A、B、C 三处有明显的扳拧挤压痕迹。据现场断裂螺栓拆取人员介绍,设备基体的光孔与螺孔严重不同轴,两孔轴心线偏离至少2mm。另外,在螺栓抗拉强度1068MPa的情况下,断裂部位缩颈明显(如图 19),充分说明了过载的严重程度。
综上分析,在螺孔与光孔严重不同轴的情况下安装,当螺栓无螺纹杆部与光孔严重干涉无法拧紧 时强行扳拧, 使螺栓承受过载的拉伸、扳拧扭力以 及干涉剪切等综合作用,最终导致螺栓断裂。
(3)预防措施。螺栓过载断裂的案例比较多,预防措施 应根据具体的原因而定。就本案例而言,对法兰连接用螺栓应采用十字交叉法多步紧固的方法,尽可能减小螺孔与光孔同轴度的累计误差。
疲劳断裂
(1)失效案例。该案例为某风力发电机组因塔筒连接 螺栓发生断裂导致了倒塌事故,断裂螺栓为:直径规格M36、性能等级10.9级材质 42CrMoA。
(2)原因分析。现场勘察时发现有 4 颗螺栓的断口上 存在与螺栓轴向大致垂直的断裂面,为首断裂件(如图 20);其他断裂螺栓断口均比较粗糙,存在明显的弯曲变形和塑性变形特征,为后断裂件。
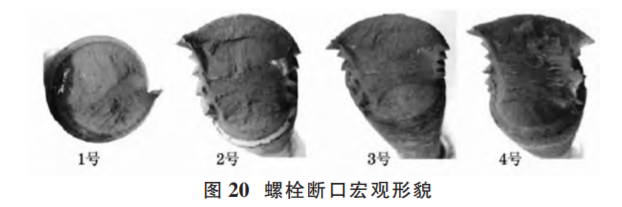
观察图 20螺栓断口,特征基本相似,断口上均包含 了两个特征比较明显的区域,一部分断口大致与螺栓轴线垂直,相对比较平坦、细腻,为断裂起始区域;另一部分断口较为粗糙,断面大致与螺栓轴线成 45°角,具有剪切特征,为最后的一次性瞬断区域。
扫描电镜形貌观察结果显示,4个断口上相对平坦 的区域均存在疲劳辉纹,与螺栓轴线成 45°角的区域断口形貌为韧窝。可见该案例螺栓属于疲劳断裂。
(3)预防措施。螺栓的疲劳断裂一般都与预紧力或螺 栓松动有关。导致螺栓松动的原因较多,如:设备运行过程中的振动、高低载荷变化、冲击,以及安装时预紧力过低未采取适当的防松措施、装配不当等。所以, 预防螺栓疲劳断裂的措施关键在于严格执行安装规范。
缩径裂纹
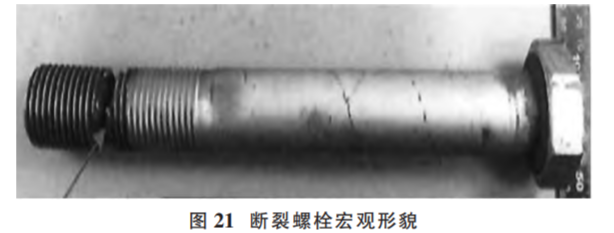
(1)失效案例。该案例螺栓为:直径规格 M36、性能等级10.9、材质42CrMoA。生产工艺流程为:原材料退火→ 锯料→平头倒角→润滑→缩径→热锻→六角头倒角→调 质处理→校直→滚丝→表面处理。
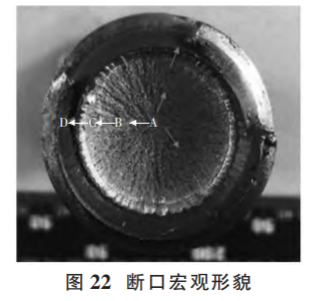
断裂螺栓宏观形貌如图21,断口宏观形貌如图 22。
(2)原因分析。对材料化学成分、螺栓机械性能进行全面检测,均符合GB/T 3077—2015、GB/T 3098.1— 2010 等标准规定。
断口宏观形貌如图22, 将断口分为 A、B、C、D 四个区域分析,可见 A、B、C 三个区域断面平齐,有明显放射线,收敛于 A 区;D 区与螺 栓轴线大致呈 45°角,为剪切唇区。裂纹起源和扩展方向如图中箭头所示。
断口金相试样低倍形貌如图 23、图 24所示。
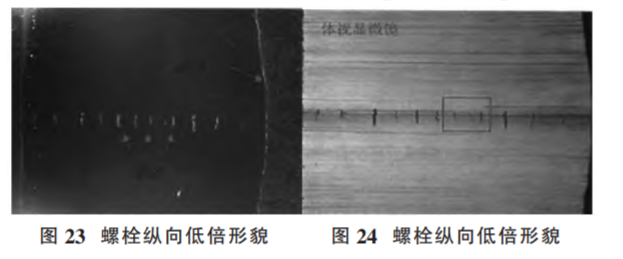
图25为断裂螺栓末端纵截面取样位置及纵截面宏观形 貌,可见在距离末端第 3 扣螺纹对应位置内部存在横向裂纹。
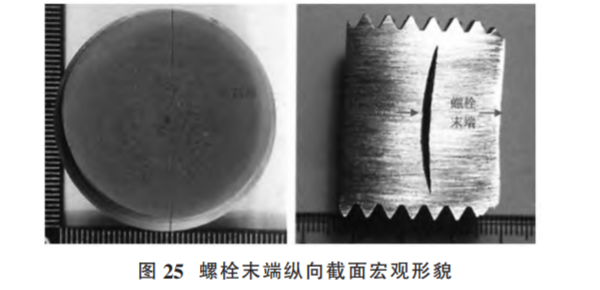
螺栓断裂发生在螺纹部分,而且螺栓螺纹坯径是通过缩径完成,再从断口金相分析来看,这是典型的竹节状缩 径裂纹特征,可能造成缩径裂纹的直接原因是材料退火不 充分、不均匀。
螺栓缩径是一个冷变形过程,对合金结构钢(35VB 除外,因为 35VB 是免退火材料,具有良好的冷变形性能)和含碳量在 0.30%以上的碳素结构钢而言,缩径之前应对原材料进行球化退火处理, 以便得到强度、硬度较低,塑性较好的粒状珠光体。
如果原材料退火不充分、不均匀,原材料的强度、硬度较高,在带状分布的片状珠光体组织状态下进行缩径,就会 产生较大的变形应力,这种内应力作用下在材料内部产生微裂纹。后期进行淬火处理时,由于过冷奥氏体向马氏体转变产生相变应力,中心区微裂纹势必会向四周扩展,同时,内裂纹被挤压,张开,形成图25所示“月牙形”内裂纹。
(3)预防措施。对该类失效形式最直接的预防措施是 改缩径为车削加工。当然,考虑生产效率因素要采用缩径工艺,以及采用冷拔、冷镦作业时,必须加强原材料的退火工序控制,而且保证退火的充分性、均匀性。
3
螺纹滑扣
(1)失效案例。滑扣,是螺栓比较常见的失效形式,案例较多,这里不再一一列举。
(2)原因分析。就螺栓本身质量来说,螺纹脱碳是引起螺栓滑扣的最主要原因,但随着近20年来紧固件技术的进步,江南体育app下载官网苹果版 普遍采用有气氛保护的托辊式网带炉热处理生产线,并且螺纹加工都在调质热处理之后,这就有效地解决了螺纹脱碳问题。
所以,目前所见螺栓滑扣大都与安装施工有关系;具体要根据实际失效形式以及安装施工过程进行分析。2010年9月,笔者带着紧固件常见失效问题,历时一个月时间走访了国内5个省份近10个风力发电机组安装现场,其中在一个现场发现螺栓涂抹二硫化钼的方式是:将螺栓全部立起来摆放在塔筒周围的地面上,然后涂抹二硫化钼,可是,满地的螺栓,一不小心就将螺栓打倒,地面上有大量的砂粒, 砂粒粘附在螺栓螺纹部分的二硫化钼上,安装过程中会发生啥情况可想而知。
(3)预防措施。螺栓滑扣失效,对螺栓制造者来说,重点是采取热 处理过程气氛保护、先热处理后滚压螺纹等工艺手段防止螺纹脱碳;而对螺栓使用者来说,重点是严格按照安装施工规范作业并加强对现场螺栓的保护。
4
螺纹咬死
对碳钢紧固件来说,螺纹发生咬死的主要原因是螺 纹毛刺等缺陷。下面重点就不锈钢螺纹咬死进行分析。
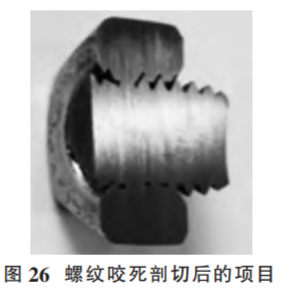
(1)失效案例。螺纹咬死后剖切开的形貌如图 26 所示。
(2)原因分析。为了探明不锈钢螺栓、螺母螺纹发生咬死的原因,利用线切割将发生咬死的试样沿螺栓轴线切开,对咬死后螺牙损伤形貌进行观察,内外螺纹连接处在激光共聚焦显微镜下的形貌如图 27,可见,内外螺牙均发生严重磨损,有的螺牙在高度方向上磨掉约 70%,并且磨屑在配 合螺牙间堆积,成为一个整体。
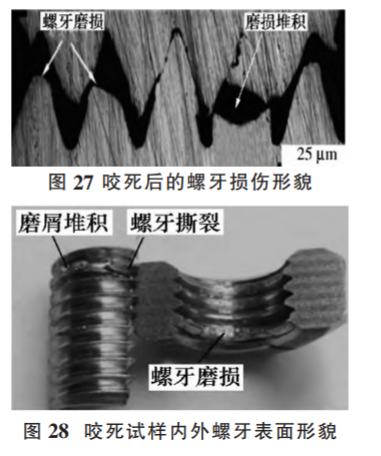
将剖切试样的螺栓部分与螺母部分分开离,螺栓和螺母的典型损伤形貌如图 28。可见,螺栓与螺母都发生了严重磨损,螺牙存在撕裂现象,磨屑在螺牙间堆积,对螺纹的旋入和旋出产生了阻塞作用,使得螺纹彻底咬死。
将剖切试样的螺栓部分与螺母部分分开离,螺栓和螺母的典型损伤形貌如图 28。可见,螺栓与螺母都发生了严重磨损,螺牙存在撕裂现象,磨屑在螺牙间堆积,对螺纹的旋入和旋出产生了阻塞作用,使得螺纹彻底咬死。
快速预紧和快速拆卸引起的螺牙间高温导致不锈钢螺牙表面发生严重黏着磨损;黏着磨损产生的磨屑在螺牙间堆积,阻碍了螺牙的旋合过程并最终引起咬死。
(3)预防措施。减小预紧和拆卸速度可降低螺牙间温度,从而减轻黏着磨损,降低不锈钢螺纹发生咬死的概率。涂胶可通过降低螺牙面的摩擦系数降低螺牙间温度,从而防止不锈钢螺纹连接发生咬死的现象。