阿里巴巴
阿里巴巴 淘宝
淘宝 返回
返回螺纹检验争议和检验规则特点
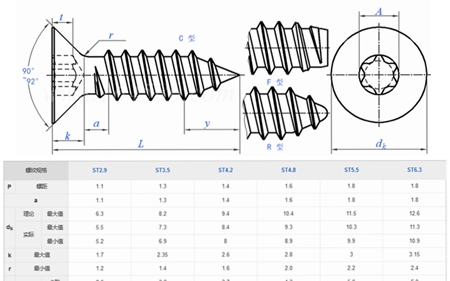
螺纹检验是贸易中出现质量争议最多的事件之一。由于螺纹检验方法和规则的不统一性,有时还出现螺纹量规“打架”的现象。
螺纹紧固件表面的不同涂层引起的螺纹通规争议(电镀、达克罗、热镀锌后),会直接影响到螺纹的互换性,有时也会出现涂层后的螺纹检验的争议。那么,螺纹末端及表面磕碰伤、热处理后引起的螺纹变形,应该如何检验呢?
螺纹检验的目的
如果所用紧固件的内、外螺纹不能互换,就不能组装零件;如果装配后的螺纹不能承受一定负荷,或组装后早期就毁坏,就失去螺纹紧固的作用。
影响螺纹的互换性和精度的因素主要包括:
——螺纹大径
——中径(单一中径)
——小径
——牙侧角
——导程角
螺距等各种螺纹参数相互的作用,直接反映到螺纹的作用中径上,即配合尺寸。

螺纹作用中径和单一中径区别
1.螺纹中径
指一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过螺纹牙型上沟槽和凸起宽度相等的地方,此假想圆柱称为螺纹中径圆柱。
2.作用中径
作用中径是实际旋合起作用的中径,是一个假想的螺纹中径。
作用中径是由于牙侧角偏差对中径当量△dα+螺距累积误差中径当量△dp ,作用中径才是影响螺纹装配和互换性的根本因。外螺纹作用中径实际上大于单一中径。内螺纹作用中径实际上小于单一中径。
3. 螺纹单一中径
单一中径是排除螺距和半角对中径的。
误差影响,测量螺纹的单一中径(三针法)。

▲螺纹单一中径和作用中径关系
螺纹检验原理
影响螺纹的互换性和装配:由螺纹大径、中径、牙侧角、导程角、螺距等各种螺纹参数相互的作用,直接反映到螺纹的作用中径上(累结误差),即螺纹配合尺寸。
泰勒原理:在标准量规长度内,用通端螺纹量规(标准齿型螺纹)控制大径、牙型轮廓的作用中径,不超过最大实体极限;止端螺纹量规只控制螺纹单一中径,不超过最小实体牙型中径极限。

▲环规检验外螺纹

▲塞规检验内螺纹
美制及米制外螺纹紧固件产品型式、等级及螺纹精度分类

▲美制

▲米制
螺纹检验的三种方法
一直以来,螺纹的检验和测量中螺纹合格性的判定争议较大,各国标准也不统一。为规范统一的检验方法,美国提出一套比较科学的螺纹检验方法。
螺纹三种测量方法:“21” 检验方法;“22” 检验方法;“23” 检验方法。
“21”方法:在标准量规长度内,用螺纹通端量规将螺纹的作用中径尺寸控制在最大实体极限之内;用止端(NOT GO)控制的单一中径。简言之,就是用标准的螺纹量规对内、外螺纹进行检验,螺纹通、止均应符合要求即可。确保装配。控制外螺纹大径和内螺纹小径尺寸。
“22”方法:在标准量规长度内,将螺纹的作用尺寸控制在最大实体极限之内;测量作用中径和单一中径是否都在公差范围内在“21”方法检验合格的基础上,还进一步测量螺纹的几何尺寸。
“23”方法:在标准量规长度内,将螺纹的作用中径尺寸控制在最大实体极限之内;测量作用中径和单一中径是否都在公差范围内,对规定极限偏差值的螺纹要素进行单项测量。

▲外螺纹检验方法与推荐量规/仪器

▲内螺纹检验方法与推荐量规/仪器
三种螺纹检验的适用性
21方法适用于螺纹检验的产品:一般工程、机械和中等强度的螺纹配合场合。美国IFI-九紧固件汇编中规定的商品紧固件(包高强度钢结构)的螺纹检验。

22方法适用于螺纹检验的产品:特殊高强度紧固件的外螺纹要求是较紧密配合的场合,或3A 级外螺纹紧固件。
23方法适用于螺纹检验的产品:UNJ、航空紧固件或仪器仪表紧固件。
螺纹验收合格性项目要求

螺纹验收分二类